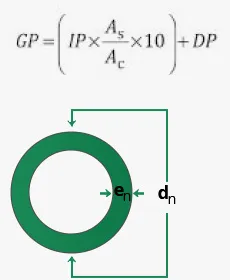
Where
GPis the gauge pressure (bar);
IPis the interfacial pressure (MPa);
ACis the total effective piston area, given by the manufacturer of butt fusion machine (mm2)
ASis the interfacial surface area (mm2)
DPis the drag pressure
Note: The interfacial pressure is the amount of force per unit of pipe area required to butt fuse the pipe or fitting ends.
Note: The interfacial pressure is the amount of force per unit of pipe area required to butt fuse the pipe or fitting ends.